Imagine a world without the ability to create a vacuum. Many industrial processes, from packaging food to manufacturing semiconductors, would grind to a halt. At the heart of this essential capability often lies the unsung hero: the engine-driven vacuum pump. This powerful piece of equipment is responsible for creating and maintaining the vacuum necessary for a wide range of applications.
Engine-driven vacuum pumps offer a unique combination of portability and power. Unlike their electric counterparts, they don't rely on a fixed power source, making them ideal for remote locations or emergency situations where electricity might be unavailable. This inherent flexibility makes them invaluable in industries such as construction, oil and gas exploration, and environmental remediation.
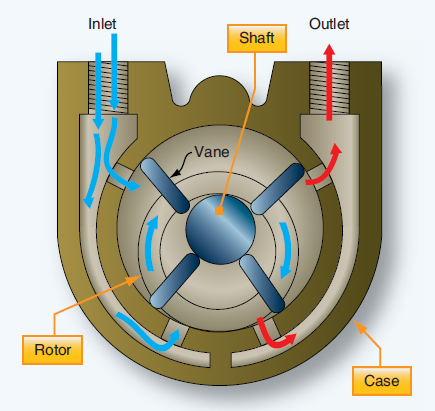
But what exactly is an engine driven vacuum pump, and how does it work? In essence, it's a pump powered by an internal combustion engine – typically gasoline or diesel – that removes air and other gases from a sealed space, creating a vacuum. This vacuum can then be used for various purposes, from extracting liquids and solids to assisting in complex manufacturing processes. The engine provides the rotational force needed to drive the pump's mechanism, which can be a rotary vane, reciprocating piston, or other type, depending on the specific application and required vacuum level.
The history of engine powered vacuum pumps is intertwined with the development of the internal combustion engine itself. As engines became more reliable and portable, the possibility of powering vacuum pumps with them opened up new avenues for industrial applications. Early applications included vacuum-assisted milking machines and refrigeration systems. With further advancements, engine-driven vacuum pumps found their way into more demanding tasks, including large-scale industrial processes and specialized applications like sewage removal and high-altitude operations.
The significance of engine-driven vacuum pumps is undeniable. They provide critical functionality in situations where other types of vacuum pumps are simply not feasible. However, like any complex piece of machinery, they are not without their challenges. These can include noise pollution, emissions from the engine, and the need for regular maintenance. Understanding these challenges and implementing appropriate mitigation strategies is essential for maximizing the benefits and minimizing the drawbacks of using these powerful tools.
One of the key benefits of using an engine driven vacuum pump is its portability. This makes them invaluable in industries like construction, where operations often take place in locations without ready access to electricity.
Another advantage is their high power output. Engine-driven pumps can generate significantly higher vacuum levels than some electric models, making them suitable for demanding applications like vacuum excavation and large-scale material handling.
Finally, their independence from a fixed power source makes them ideal for emergency response situations, such as flood cleanup or hazardous material spills.
Advantages and Disadvantages of Engine Driven Vacuum Pumps
| Advantages | Disadvantages |
|---|---|
| Portability | Noise Pollution |
| High Power Output | Emissions |
| Independent Power Source | Maintenance Requirements |
Best Practices for Implementing Engine Driven Vacuum Pumps:
1. Regular Maintenance: Regularly check oil levels, filters, and other components.
2. Proper Ventilation: Ensure adequate ventilation to dissipate exhaust fumes.
3. Noise Reduction: Utilize noise mufflers and other techniques to minimize noise pollution.
4. Fuel Management: Use the correct fuel type and store fuel safely.
5. Operator Training: Train operators on proper usage and safety procedures.
Frequently Asked Questions:
1. What type of fuel do engine driven vacuum pumps use? Typically gasoline or diesel.
2. How often should I service my engine-driven vacuum pump? Consult the manufacturer's recommendations.
3. Are engine-driven vacuum pumps noisy? They can be, but noise can be mitigated with mufflers.
4. Can I use an engine-driven vacuum pump indoors? Only with proper ventilation.
5. What are the main applications of engine-driven vacuum pumps? Construction, industrial processes, environmental remediation.
6. How do I choose the right engine-driven vacuum pump? Consider the required vacuum level, application, and portability needs.
7. What safety precautions should I take when operating an engine-driven vacuum pump? Wear appropriate protective gear and ensure proper ventilation.
8. Where can I buy an engine-driven vacuum pump? From specialized equipment suppliers or online retailers.
In conclusion, the engine-driven vacuum pump is a vital tool in many industries, offering a unique combination of power and portability. While challenges such as noise and emissions exist, these can be effectively managed with proper practices. By understanding the benefits, challenges, and best practices associated with engine-driven vacuum pumps, businesses and individuals can harness their power to improve efficiency, productivity, and safety in a wide range of applications. From construction sites to emergency response scenarios, the versatile nature of these machines ensures their continued importance in a world that increasingly relies on the ability to create and control vacuum. Remember to consult manufacturer guidelines and industry best practices to maximize the lifespan and efficiency of your engine-driven vacuum pump, and always prioritize safety in its operation. Exploring and understanding the nuances of these powerful tools allows us to unlock their full potential and drive innovation across various sectors.
Ace your florida dmv permit test
Transform your ride decoding car wrap pricing
Mastering malaysian passport photo dimensions